

简约不浮华,不简单实用。我们的钢筋笼缠绕机实力厂家产品视频用直观的方式展现产品的实用性和价值。
以下是:钢筋笼缠绕机实力厂家的图文介绍
建贸机械设备有限公司主营:【福建钢筋弯曲中心】,可按照客户需求定做各种规格【福建钢筋弯曲中心】,所售产品均执行国标,公司始终坚持“公正、客观、科学、诚信”的经营原则,重合同、守信誉、保质保量、按期交货”。多年来公司凭借良好的信誉、低廉的价格享誉全国30多个省、市、自治区,产品出口欧洲、南美等十多个地方,深得用户信赖!欢迎您的来电、咨询,我们将竭诚为您服务!



切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
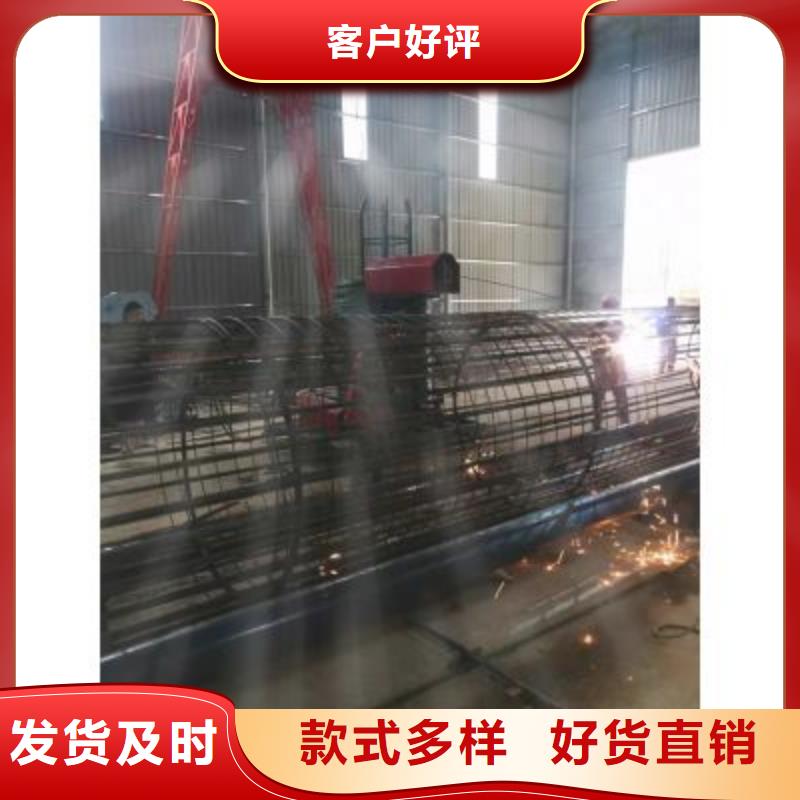
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。



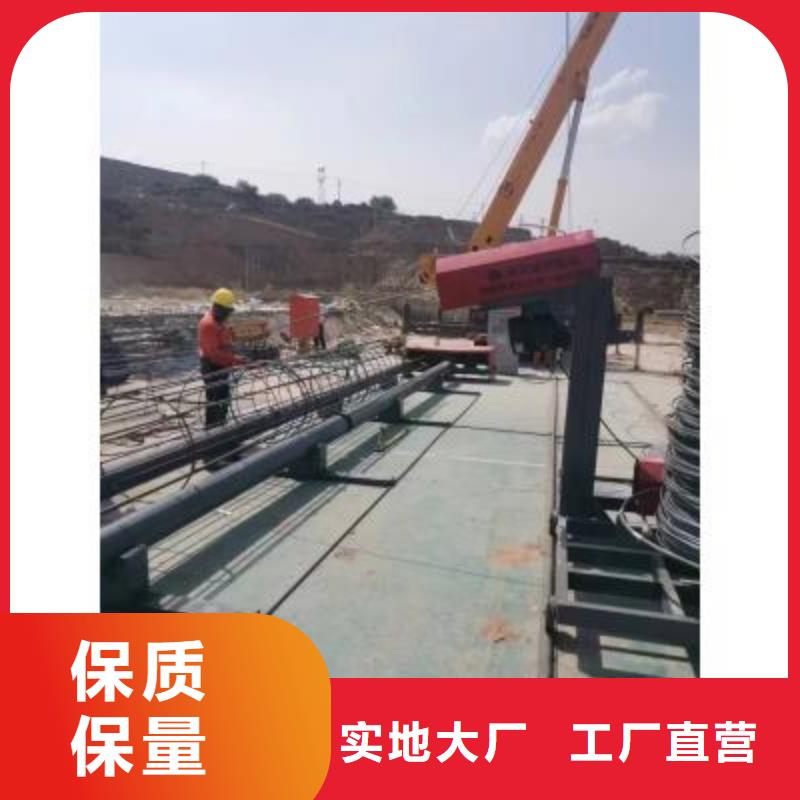
福建地笼钢筋绕笼机 福建数控钢筋滚笼机设备操作说明福建钢筋笼绕筋机参数型号:PYRLJ-3000加工范围;钢筋笼直径φ400---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率7.5kw小车电机;Y90L-4 功率3.0kw整机重量;4200kg作业时,应将钢筋需弯一端在转盘固定销的间隙内,另一端紧靠机身固定销,并用手压紧;应检查机身固定销并确认已安放在挡住钢筋的一侧,方可开动。使用这种机械的时候我们一定要注意,其安装应稳固,保持水平位置。弯箍机系统不工作。钢筋弯箍机系统不工作的主要原因有:1.主机与控制柜未联机,需要检查主机与控制柜的连接情况,确保电缆连接牢固并正常工作。2.弯箍机系统处于状态,需要检查弯箍机的感应器的位置是否异常,同时要确认各感应开关是否损坏,并及时更换。3.检查弯箍机急停按钮是否被按下,及时恢复急停按钮。以上就是弯箍机系统不工作的3种情况,如果排除了上面三种状况外,系统还是不工作,可以拨打24小时***咨询。钢筋弯箍机执行机构不工作。钢筋弯箍机的执行机构不工作,如:不送钢筋,弯曲头不工作,加紧件不工作等,需要检查下面三个地方:1.检查元器件或者气阀,及时更换损坏的元器件和气阀。如果是气压不够,气路压力大小。2.检查控制线路是否不良或者断开。

